产品导航/span>
Фl.8m×7m磨机筒体断裂的修复
我厂1989年安装一台Ф1.8m×7m水泥磨机,1996年8月筒体开始出现裂纹,在出料端的筒体端盖与筒体结合处,呈环向连续分布,长度占筒体周长的二分之一多,宽度大处有6mm,沿裂纹漏水泥粉。多次直接将裂纹焊合,并加焊δ14加强铁板以维持生产(见图1)。
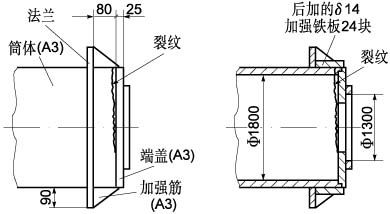
图1 筒体裂纹及补焊加强板示意
到1997年7月整个筒体全部断裂并分离,完全靠加焊的δ14铁板牵拉才不使筒体脱落,裂口宽度zui大20mm,zui小5mm。检查测量出料端球面瓦有约5.8mm的轴向摆动,进料端球面瓦与中空轴的轴向间隙分别为:筒体侧25mm,进料侧15mm。
我厂采取了以下处理措施:
(1)筒体焊补修复
端盖与筒体只是在轴向发生了分离,径向位移量很小,肉眼几乎无法分辨。由于受筒体外部加强铁板限制,端盖与筒体无法恢复原位。我们在筒体内部裂口小于10mm处的部位用氧割割出坡口并清渣,裂口大于10mm的则不开坡口,若过宽则用Ф8钢筋适当充填,然后用电焊将筒体与端盖间的裂口重新焊合。先焊裂口较宽部位,后焊较窄部位,要求焊缝不要高于筒体内表面,若高出则要用手提砂轮打磨平整,以便出料导筋板的安装。每隔一块去除原来筒体与筒体法兰之间的三角形加强筋12块,将新做的12块外加强筋焊于去除的加强筋处,在筒体内侧对应部位安置12块加强筋板,作法及内外加强筋尺寸见图2。由于筒体内焊了12块三角筋,因此出料导筋板应按图3处理。
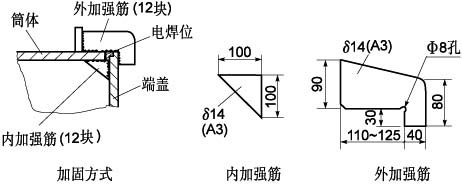
图2 加强筋尺寸及安置图
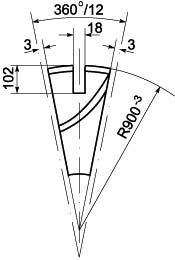
图3 出料导筋板开口
(2)校正中空轴及小齿轮
中空轴法兰与筒体中心线的垂直度偏差处理,采用偏心加垫法。
根据筒体断裂口zui大尺寸与zui小尺寸之差为15mm,球面瓦轴向摆动量约为5.8mm,筒体内径为Ф1.8m,中空轴法兰直径为Ф1.3m,中空轴直径为Ф0.7m,计算出中空轴法兰zui大垫片厚度为10.8mm,其它10片垫片厚度相应可以根据理论计算得出。垫片形状见图4。
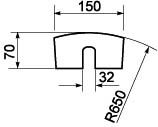
图4 中空轴法兰垫片
将磨用50t液压千斤顶顶起适当高度,并用木垛固定好筒体,拆除出料端主轴承和安全挡板,松动中空轴法兰连接螺栓,将加工好的垫片按计算好的厚度相应垫入筒体端盖与中空轴法兰之间,垫完后重新紧固连接螺栓。
校正中空轴,安装好后将筒体放下,适当转动筒体,重新校正小齿轮传动的啮合。法兰加垫后由于进料端球面瓦与中空轴之间存在自由的轴向间隙,而出料端则没有轴向自由间隙(一般为lmm),所以磨机筒体连同大齿轮一起将向进料端产生一定量的轴向位移。为了适应位移变化的需要,确保齿轮啮合正常,小齿轮传动部必须作适当的调整。
此次修复全过程总共停机时间为60h,磨机运转电流从修复前的420A降至380A,球面瓦的轴向摆动也得到消除,运转一直正常,可见修复是成功的。
